Le plus grand chantier privé de Suisse : Coop - Centrale de distribution ultramoderne de Schafisheim9/13/2018
Le visiteur a l'impression d'être un géant au bord du chantier gigantesque. 25 mètres plus bas apparaissent, en petit, les ouvriers du chantier et une douzaine d'excavateurs, camions et tombereaux. L'ancienne gravière de Schafisheim s'étend aujourd'hui sur une longueur de 300 m et une largeur de 100 m.
C'est ici que se construit la plus grande boulangerie du pays qui produira 60 000 tonnes de pain et produits de boulangerie par an à partir de 2016. « Le sol doit pouvoir porter les mêmes charges que pour Prime Tower à Zurich » explique Diego Lechmann de Food Engineering. « Nous avons un mandat d'étude générale » souligne l'architecte spécialisé dans les édifices de produits alimentaires. La logistique fortement automatisée en fait partie, « nous l'avons testée dans des projets pilotes ». Projet comprenant cinq bâtiments
Rien que la construction gigantesque le long de la Aarauerstrasse a un volume de presque un million de mètres cube. 1 300 places de stationnement seront disponibles dans les sous-sols. Outre la boulangerie et la pâtisserie, il y a de la place pour la centrale d'emballages consignés et un entrepôt frigorifique automatisé.
L'ancienne centrale de distribution Coop sera pour ainsi dire entourée de nouveaux bâtiments. Le plus grand complexe sera relié à l'aire actuelle par un tunnel sous la Rupperswilerstrasse, de même que par une passerelle sur deux niveaux pour les piétons et la logistique. Sur le bâtiment sud, l'isolation thermique bleue de la dalle de fond accroche le regard. « C'est ici que se trouvera l'entrepôt frigorifique automatisé pour les produits laitiers, la viande, les fruits, légumes, salades et plus encore » nous explique Lechmann sur notre parcours de visite. A l'ouest, près de la limite de Hunzenschwil, se trouvera la logistique fraîcheur. L'entrepôt à hauts rayonnages avec hall ferroviaire sera édifié au nord avec un raccordement ferroviaire est et ouest. Le cinquième nouveau bâtiment est la centrale énergétique. Un ombrage parfait: Comment gérer avec succès la demande industrielle en constante évolution?9/13/2018
Avec plus de 40 000 mètres carrés de produits de structure d’ombrage, FTH-Industries, spécialiste de l’ombrage basé en Égypte, fournit des structures d’ombrage autonomes aux écoles pour les aires de jeux, des toiles pare-soleil, des auvents d’ombrage pour les parkings et des structures d’ombrage industrielles.
FTH-Industries utilise des matériaux ultrarésistants pour ses structures d’ombrage : des tissus en HDPE et des bâches en PVC. Jusqu’à récemment, la technique de couture traditionnelle des éléments lourds et de grandes dimensions, tels que les bâches, consistait à utiliser des anneaux pour assembler les extrémités. Toutefois, l’entreprise rencontrait un problème récurrent lorsqu’il s’agissait d’assembler plusieurs rouleaux de tissu pour produire des structures de grandes dimensions : pour garantir des assemblages fiables, le personnel de FTH-Industries devait réaliser au moins deux passes de couture, et ces opérations chronophages faisaient régulièrement diminuer la productivité. L’épaisseur des bâches en PVC constituait un autre problème : pour les grandes dimensions, des matériaux pesant de 750 à 900 grammes par mètre carré, voire plus, étaient utilisés. Imaginez à quel point il était difficile de déplacer ce poids dans une machine à coudre ! L’utilisation de fils épais traités anti-UV ajoutait encore à la complexité de la tâche.
Tandis que le thermomètre laser à infrarouge constitue un outil extrêmement commun, il s’avère totalement inefficace pour mesurer la température de sortie d’un réchauffeur d’air. Pour en comprendre la raison, il faut d’abord comprendre le fonctionnement de cet outil. Un thermomètre laser à infrarouge mesure la température de surface d’un objet en mesurant l’énergie thermique émise par la cible. En connaissant la quantité d’énergie thermique déchargée et l’émissivité de la surface d’un objet, le dispositif peut déterminer la température d’un objet.
Lorsqu’on mesure la température de l’air à la sortie d’un réchauffeur, le plus grand problème avec cet outil est qu’il mesure les températures de surface. Puisque l’air chauffé est transparent, la mesure sera toujours celle de la température de surface d’une buse ou d’un composant du boîtier du réchauffeur et, souvent, il s’agira d’une surface extérieure. Ces éléments seront toujours plus froids que l’air chauffé, souvent par une marge beaucoup plus grande que ce à quoi l’utilisateur peut s’attendre. Pour mesurer avec précision la température de sortie d’un réchauffeur, il faut mesurer la température de l’air et le thermomètre laser à infrarouge n’est pas en mesure de le faire. Basé sur DVS 2207-4
1) Mesuré à l’aide d’un thermomètre avec insert au niveau de la sortie d’extrusion de l’extrudeuse manuelle.
2) Mesuré à 5 mm dans la buse, au centre de l’ouverture de la buse. 3) Volume d’air froid aspiré à la pression ambiante. 4) PE 63, PE 80, PE 100 5) Selon le préchauffage 6) Paramètres empiriques LEISTER 7) La baguette à souder doit faire l’objet d’un préséchage. Remarque : Les paramètres de soudage mentionnés sont susceptibles de varier en fonction de la température ambiante et de la configuration du matériau. Il convient de réaliser des soudures d’essai et d’ajuster les paramètres en conséquence ! Leister dégage toute responsabilité en cas de soudage de mauvaise qualité ! Basé sur DVS 2207-3
1) Mesuré à 5 mm dans la buse, au centre de l’ouverture de la buse.
2) Volume d’air froid aspiré à la pression ambiante. 3) Selon le diamètre du matériau de soudage et la géométrie de la rainure de soudage. 4) PE 63, PE 80, PE 100 5) Azote recommandé 6) Paramètres empiriques LEISTER Remarque : Les paramètres de soudage mentionnés sont susceptibles de varier en fonction de la température ambiante et de la configuration du matériau. Il convient de réaliser des soudures d’essai et d’ajuster les paramètres en conséquence ! Leister dégage toute responsabilité en cas de soudage de mauvaise qualité !  Set buse râteau comme solution en cas de formation de bulles pour supports durs.
Suite aux exigences techniques d'isolation thermique accrues, la structure de toit a changé ces dernières années. Des matériaux d'isolation en PIR/PUR dur ou laines minérales épaisses avec une résistance à la compression accrue sont de plus en plus intégrés dans la partie supérieure. Durant le processus de soudage sous charge, ces matériaux d'isolation thermique ont à peine un bref comportement élastique. En raison de ces propriétés, sous certaines conditions climatiques ou locales, des poches d'air peuvent se former dans le cordon de soudure de lés d'étanchéité de toiture en PVC fixées mécaniquement. Avec le nouveau set de buse râteau, toutes les exigences d'étanchéité et esthétiques sont satisfaites même avec ces types de structures de toit Buse râteau : largeur de cordon de soudure continue et constante. Pour éviter les poches d'air, la buse râteau presse vers le bas le lé d'étanchéité en PVC inférieur. Rouleau de pression : le rouleau de pression en silicone souple permet une répartition optimisée de la pression sur des supports irréguliers et durs.

La Tunisie, le pays le plus septentrional de l’Afrique, possède un littoral le long de la mer Méditerranée au nord et à l’est, et deux pays limitrophes : l’Algérie à l’ouest et la Libye au sud-est. Couvrant environ 163 610 km2 (63 170,2 mi2), il fait environ deux fois la taille de l’Autriche. La Tunisie bénéficie d’une économie hautement compétitive et d’une population de plus de dix millions d’habitants.
Extrudeuse à vis avec chauffage à air chaud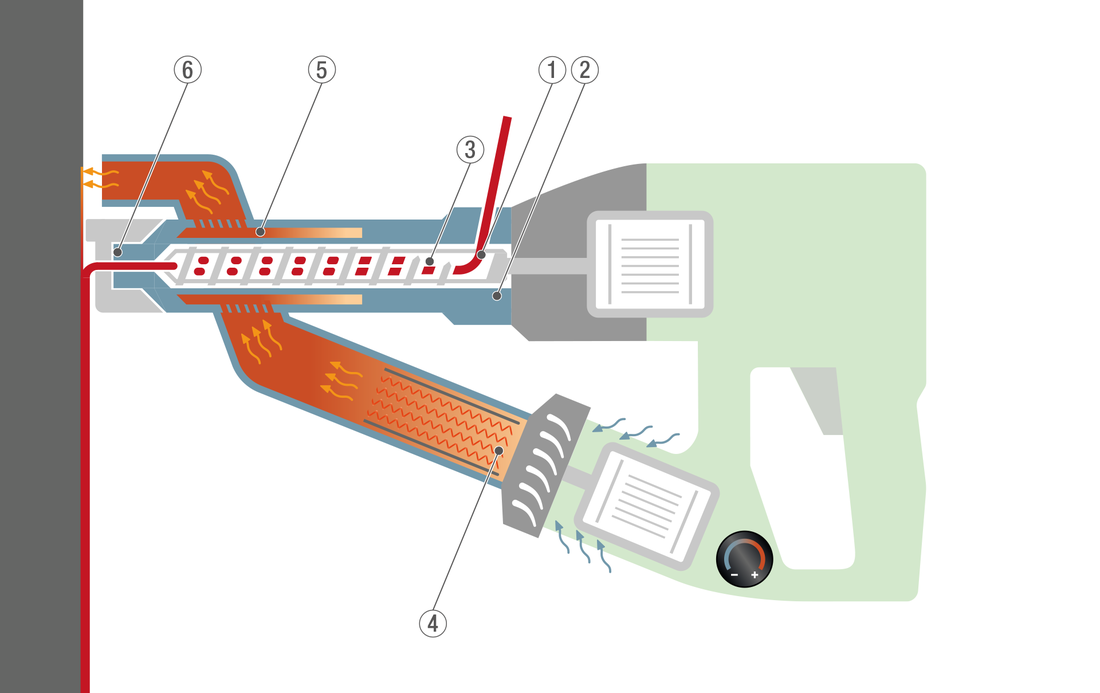
Cette variante implique le tirage du fil de soudage sur la vis par un filetage (1). Ce fil de soudage passe par le manchon d’introduction (2) qui empêche le fil de se torsader. Après le tirage, le fil est fragmenté par une lame (3) et avance sous l’effet de la spirale à vis. De la chaleur pénètre de l’extérieur dans l’unité d’extrusion, ce qui lance le processus de plastification et l’accompagne pendant le fonctionnement. La chaleur externe est générée sous la forme d’air chaud par l’appareil à gaz chaud (4) et circule ensuite autour de l’unité d’extrusion dans la chambre de préchauffage (5). La compression et la friction génèrent par ailleurs une chaleur de friction qui plastifie le métal d'apport et le transforme en une masse homogène. Le produit d'extrusion ressort ensuite par la buse (6).
Cette technologie permet la construction simple et robuste des extrudeuses FUSION.
Dans les zones où les surfaces doivent répondre à des exigences spécifiques en matière d’hygiène, en cas de forte humidité (pièces humides) et dans les locaux qui font l’objet d’un nettoyage humide intensif, un soudage des revêtements de sol est toujours nécessaire.
Le processus de soudage
Pour le soudage (jointoiement) des linoléums et du caoutchouc, il faut utiliser la baguette de jointoiement (pistolet à colle) recommandée par le fabricant. Pour le soudage de revêtements en PVC ou en TPU, il faut utiliser une baguette de soudage (généralement fabriquée dans le même matériau) recommandée par le fabricant. Des baguettes de 3 à 5 mm de diamètre sont utilisées.
Avant le soudage (jointoiement), les bords d’assemblage sont fraisés à l’aide de fraises à environ 2/3 de l’épaisseur du revêtement, puis soudés thermiquement avec la baguette de soudage ou jointoyés avec la baguette de jointoiement. Il est important que la baguette de soudage ou de jointoiement repose entièrement dans la rainure de fraisage. L’arasage du cordon s’effectue en deux étapes avec le couteau quart de lune Leister : le premier arasage est effectué avec le guide d’arasage immédiatement après le soudage/jointoiement. Le deuxième arasage est réalisé après le refroidissement complet du cordon. Cela permet d’éviter tout affaissement de la baguette de soudage/jointoiement et d’obtenir une surface plane, affleurante. |


|
Les Technologies STANMECH Inc.
Montréal QC 514-946-6161 | info@stanmech.com 944 Zelco Drive Burlington ON L7L 4Y3 | 1-888-438-6324 En anglais seulement: Terms of Use Privacy Terms and Conditions of Sale Warranty Policy |
|
Membre de: