Le moulage par injection représente l’une des méthodes industrielles les plus communes pour la production en série de pièces de plastique. On chauffe le plastique jusqu’à ce qu’il atteigne un état thermoplastique, puis on l’injecte dans un moule. Pendant ce processus, un cordon peut se former sur la pièce là où différents segments du moule se rencontrent, qu’on appelle la ligne de joint. Ce cordon de plastique excédentaire se nomme bavure. Il faut retirer la bavure de la pièce lorsqu’elle se forme dans une zone où le fini de la surface est important ou à un endroit qui causera de l’interférence.
Utilisation de l’air chaud pour l’ébavurage
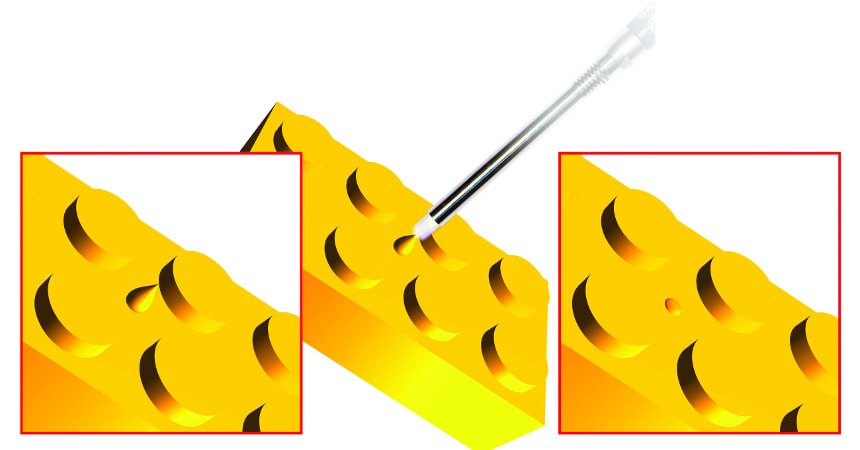
On peut retirer la bavure sur les éléments thermoplastiques avec une application de chaleur stratégique, ce qui élimine la nécessité pour un travailleur d’avoir à couper la bavure. Cependant, une des erreurs les plus communes lors de la conception d’un système thermique pour ébavurer des pièces est la surévaluation de la variable de température. Une idée fausse classique est que l’augmentation de la température suffit seule à obtenir un résultat positif avec un système d’ébavurage qui ne fonctionne pas bien. Bien que ce fait puisse être vrai à l’occasion, souvent, il faut régler de nombreuses autres variables du système.
L’ébavurage est un problème complexe pour lequel il faut régler de nombreuses variables afin de parvenir au meilleur résultat possible. L’impact de l’air, la température, l’angle d’application de l’air et le temps de passage, parmi d’autres, constituent des variables importantes à considérer. Pour la plupart des applications d’ébavurage, STANMECH élabore un système dans lequel l’air à impact circule à grande vitesse puisque d’habitude, cette façon de procéder donne les meilleurs résultats. On y parvient surtout par le choix ou le design de la buse permettant de forcer l’air chaud en un courant concentré rapide. Le bon angle d’impact dépend de la forme de la bavure et de la pièce. Choisir le bon angle assurera que la bavure fonde proprement dans la pièce. La bonne température d’air cible dépend du type de plastique et de la vitesse du processus. STANMECH possède de nombreuses années d’expérience en projets d’ébavurage, qui sont tous uniques d’une façon ou d’une autre. Faites toujours réaliser les essais par votre fournisseur avant de formuler des recommandations d’achat pour ainsi veiller à ce que des efforts soient déployés pour régler les variables mentionnées ci-dessus pour votre application et vous assurer de recevoir un système d’ébavurage qui fonctionne bien. Limites de l’ébavurage
L’air chaud convient bien pour retirer la bavure mince et fine. Cependant, si la bavure est trop grossière, il peut être difficile de la faire fondre dans la surface de la pièce sans toucher l’aspect du produit fini. Dans ces cas, on pourrait devoir retirer la bavure mécaniquement avant d’utiliser de l’air chaud pour lisser la surface.
Les plastiques remplis sont souvent difficiles à ébavurer. Les agents de remplissage autres qu’en plastique, comme le verre, ajoutés pour stabiliser ou renforcer le thermoplastique peuvent entraver la capacité du plastique à rétrécir ou fondre avec uniformité et, par conséquent, réduire l’efficacité de l’air chaud à ébavurer une pièce. La réussite de l’ébavurage dépend de la combinaison du plastique et des agents de remplissage, ainsi que de la géométrie des agents de remplissage (particule vs fibre) et de la fraction volumique des agents de remplissage. Avantages par rapport à l’ébavurage à la flamme
Parfois, l’ébavurage se fait avec une flamme nue. Lorsqu’on fait l’ébavurage avec une flamme nue, il peut y avoir un changement sur la surface qui cause des problèmes avec l’adhérence de la peinture. Le passage d’une flamme nue à un système d’air chaud réduit les risques en matière de santé et sécurité, élimine la nécessité d’acheter du gaz en bouteille, améliore la qualité de l’ébavurage et élimine les problèmes de dommage de la surface par les flammes.
Si vous souhaitez discuter d’un projet d’ébavurage, veuillez communiquer avec votre représentant technique de commerce. Comments are closed.
|
|
Les Technologies STANMECH Inc.
Montréal QC 514-946-6161 | [email protected] 944 Zelco Drive Burlington ON L7L 4Y3 | 1-888-438-6324 En anglais seulement: Terms of Use Privacy Terms and Conditions of Sale Warranty Policy |
|
Membre de: