Le torréfacteur à tambour PROBAT P05e torréfie le café avec le chauffe-air électrique Leister12/16/2021

Qu'il soit long, serré, avec du sucre, du lait ou de la mousse de lait, noir et fort, consommé traditionnellement à la maison, au travail, en déplacement ou à un comptoir de café. Le café est la deuxième boisson la plus consommée au monde après l'eau. Lisez cet article de blog pour découvrir ce qui relie PROBAT, Leister et le café.
 Pour le développement récent d'une ligne de machines pour la peinture par pulvérisation et le séchage des bouchons, tant en plastique qu'en aluminium, Omso a adopté les chauffages produits par Krelus, une société du groupe multinational Leister.
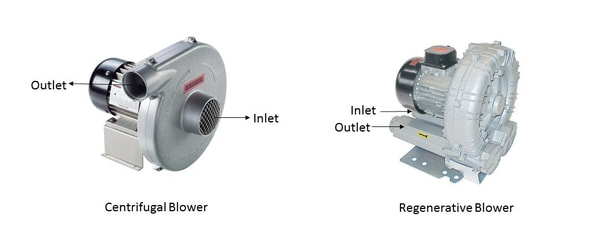
Les souffleries régénératives et centrifuges sont largement utilisées dans les procédés industriels. Au niveau superficiel, les deux types de soufflerie peuvent sembler similaires et il est parfois difficile de trouver l’information appropriée sur les différences entre les deux types de soufflerie et les raisons pour lesquelles un type de soufflerie est préférable à l’autre pour une situation donnée.
Tout d’abord, parlons des points communs des deux types de soufflerie. Les deux types déplacent l’air en utilisant un rotor monté un axe. L’air entre dans la prise d’air et est focalisé en se déplaçant grâce au rotor avant d’être rejeté à la sortie sous forme de flux linéaire. Mais les similitudes s’arrêtent là. Comment peut-on faire la différence?
La différence de fabrication entre une soufflerie centrifuge et une soufflerie régénérative facilite la distinction des deux types de soufflerie. Une soufflerie centrifuge est configurée de telle façon que l’entrée et la sortie sont perpendiculaires, l’entrée alimentant l’air au centre du rotor et la sortie étant tangente à la rotation de ce rotor (illustration). Sur une soufflerie régénérative, l’entrée et la sortie sont parallèles et toutes deux perpendiculaires à la rotation du rotor.
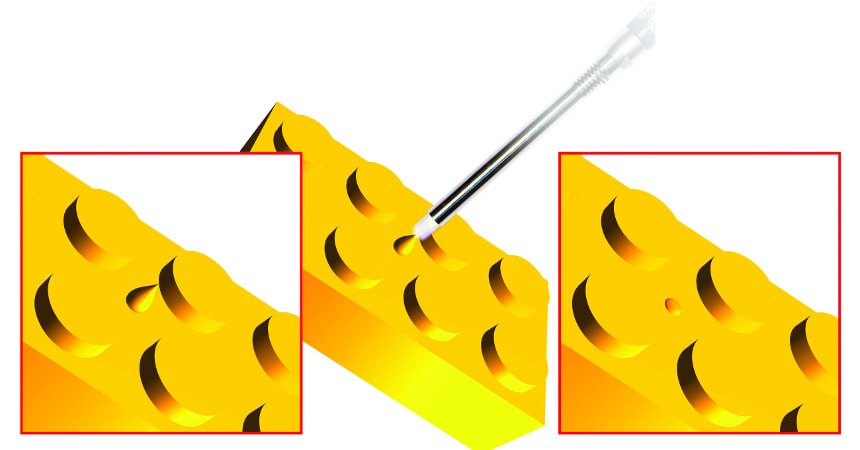
Le moulage par injection représente l’une des méthodes industrielles les plus communes pour la production en série de pièces de plastique. On chauffe le plastique jusqu’à ce qu’il atteigne un état thermoplastique, puis on l’injecte dans un moule. Pendant ce processus, un cordon peut se former sur la pièce là où différents segments du moule se rencontrent, qu’on appelle la ligne de joint. Ce cordon de plastique excédentaire se nomme bavure. Il faut retirer la bavure de la pièce lorsqu’elle se forme dans une zone où le fini de la surface est important ou à un endroit qui causera de l’interférence.

Il est facile de distinguer un mauvais rétrécissement : froissement, soulèvement, entaillage, déchirement et rétrécissement inégal. Ces problèmes empoisonnent la vie des emballagistes et peuvent dissuader des clients potentiels. Veuillez continuer de lire pour découvrir les causes et solutions possibles aux problèmes les plus communs touchant les emballagistes qui travaillent avec des étiquettes rétractables.
La plupart des fournisseurs utilisent des types similaires de spécifications pour décrire la fonction de soufflerie. On peut trouver ci-dessous un exemple de fiche technique typique de soufflerie.
Les deux variables les plus importantes utilisées pour la conception d’un système sont la pression et le débit d’air. Pour les souffleries centrifuges et régénératives à rotor, il existe une relation inverse entre le débit d’air et la pression au niveau de la sortie de la soufflerie. Cela signifie qu’une augmentation de la contre-pression appliquée sur la sortie du système entraîne une diminution du débit volumétrique d’air. Veuillez consulter notre article pour connaître les définitions du débit, de la pression et de la vélocité. Le tableau ci-dessus indique la pression maximale et le débit volumétrique maximal. Pour les souffleries de petite taille, cela signifie que le débit de sortie peut aller jusqu’à zéro. Pour les souffleries de plus grande taille, il s’agit de la pression de fonctionnement continue supportable par l’unité. Le débit d’air maximal est le débit de sortie lorsque la contre-pression à la sortie est nulle (c’est-à-dire, lorsque la soufflerie rejette l’air directement dans l’atmosphère). Il est important de comprendre qu’il s’agit de valeurs maximales et non du rendement auquel on peut s’attendre dans des conditions normales de fonctionnement.
Que signifient ces termes et en quoi sont-ils différents?
Un problème qui semble provoquer la confusion générale lors de la conception d’un système de soufflerie est la compréhension de la différence entre débit d’air, pression et vélocité, en sachant que chaque paramètre est important. Cet article examine ce sujet en se concentrant sur la façon dont ces paramètres sont liés les uns aux autres dans les applications de souffleries industrielles.
Tout d’abord, il faut définir chaque terme : Le débit est une mesure de la production d’air en volume par unité de temps. Les unités courantes sont le litre par minute, le pied cubique par minute (pi3/min), etc. La vélocité est la vitesse du déplacement de l’air exprimée en distance par unité de temps. Elle est couramment exprimée en pieds par seconde, en mètres par seconde, etc. La pression est la mesure de la force appliquée sur une surface donnée. Les unités courantes de pression sont la livre par pouce carré (lb/po2), le pascal (newton par mètre carré), etc. Il existe aussi quelques anciennes unités traditionnelles comme le pouce d’eau ou le pouce de mercure, lesquelles sont définies comme la pression exercée par une colonne d’eau (ou de mercure) d’un (1) pouce de hauteur.
L’utilisation pratique des courbes de soufflante
Souvent, on comprend mal comment une soufflante fonctionne une fois raccordée à d’autres composants, ce qui peut mener au choix du mauvais outil. Dans les articles précédents, nous avons parlé des différences entre les soufflantes centrifuges et régénératrices, de comment interpréter les courbes de soufflante et des différences entre le débit, la vitesse et la pression. Le présent article approfondit ces sujets avec un cas pratique qui démontre le lien entre ces concepts. La liste des caractéristiques techniques d’une soufflante donne des valeurs pour le débit volumétrique maximal et la pression maximale de service. Bien qu’il soit pratique d’avoir ces renseignements lors du choix d’une soufflante, dans la plupart des cas, ils ne suffisent vraiment pas à prédire le rendement de la soufflante lorsqu’elle fait partie d’un système.
La certification électrique est une nécessité absolue pour n’importe quel outil électrique acheté, vendu ou utilisé au Canada. Les outils doivent être testés par une organisation de certification agréée pour déterminer qu’ils respectent les normes de sécurité applicables et qu’ils sont conformes au Code canadien de l’électricité. Le Conseil canadien des normes gère l’agrément des organismes d’inspection et supervise le respect des normes avec les autorités provinciales de sécurité.
Savoir différencier les outils certifiés de ceux qui ne le sont pas
Il existe deux types d’indicateurs acceptables de certification : les marques et les étiquettes. Une marque est directement estampillée ou imprimée sur le boîtier de l’outil. Une étiquette est un autocollant apposé sur l’outil, après sa production, par un inspecteur travaillant itinérant. La marque ou l’étiquette doit être sur l’outil lui-même et n’est pas valable si elle se trouve seulement sur l’emballage de l’outil ou sur un document de marketing.
Dans certains cas, et particulièrement pour les outils d’usage intensif, l’étiquette de certification s’use et devient illisible. Nous conservons un enregistrement des outils et de leur numéro de certification que nous vendons à nos clients, mais nous vous recommandons de noter ce numéro et de le conserver en cas d’inspection par votre autorité locale de sécurité. Une marque courante que l’on trouve sur les outils fabriqués ou vendus en Europe est la marque CE. La marque CE n’est pas une certification au Canada. Il s’agit d’une marque auto-apposée par les fabricants, non vérifiée par des tiers et qui indique la conformité aux directives européennes, lesquelles diffèrent des exigences canadiennes. Veuillez consulter le site Web du Conseil canadien des normes pour obtenir une liste actualisée des organismes d’inspection agréés et de leur marque respective individuelle afin de confirmer que vos outils sont véritablement certifiés pour être utilisés au Canada.
Les systèmes à air chaud, au niveau le plus fondamental, combinent deux éléments : un flux d’air fourni par une soufflerie/un compresseur et de la chaleur générée par un élément de chauffage, tout cela pour produire de l’air chaud. Parfois, ces deux éléments sont fournis par un seul outil mais ils peuvent aussi l’être par deux outils différents. L’objectif est d’augmenter la température du flux d’air et d’utiliser cet air pour une tâche particulière. La compréhension de la relation entre le débit d’air et la température est utile pour la sélection des sources d’air et de chaleur de votre système et pour vous assurer qu’il sera en mesure d’exécuter le travail requis.
L’élévation de la température nécessite de l’énergie, et la quantité d’énergie requise dépend du volume d’air et de l’amplitude de l’augmentation de température. Les réchauffeurs d’air sont classés en fonction de la puissance, en watts ou kilowatts, laquelle indique l’énergie que l’élément est capable d’appliquer par unité de temps. Il existe une relation inverse entre le débit d’air et la température. Par exemple, si le débit d’air sur l’élément de chauffage augmente, il y a alors deux possibilités : pour maintenir une température constante, on doit augmenter la puissance de sortie de l’élément de chauffage, ou alors la température de l’air de sortie diminuera. |
|
Les Technologies STANMECH Inc.
Montréal QC 514-946-6161 | info@stanmech.com 944 Zelco Drive Burlington ON L7L 4Y3 | 1-888-438-6324 En anglais seulement: Terms of Use Privacy Terms and Conditions of Sale Warranty Policy |
|
Membre de: